




- 详细信息
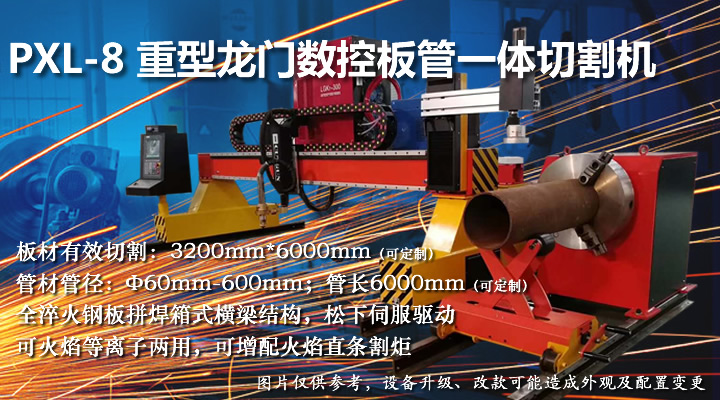
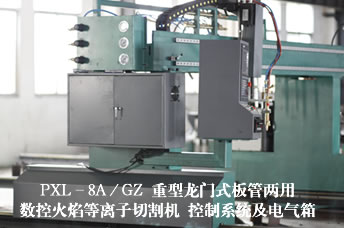
在传统数控切割机概念中,数控一般只能切割平板,相贯线数控管子切割机只能用于切割钢管。我公司根据市场需要,研发推出PXL-8A/GZ数控板管两用切割机,实现钢板、钢管数控切割机的一体设计,既满足了切割钢板,同时也满足了切割钢管、管道的需要,减少了需要购买2台设备的支出费用,同时还为企业节省了场地使用空间。
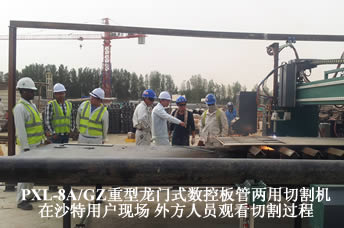
(本机型目前已出口沙特阿拉伯石油管道工程项目,产品图片为改进前的原机型)
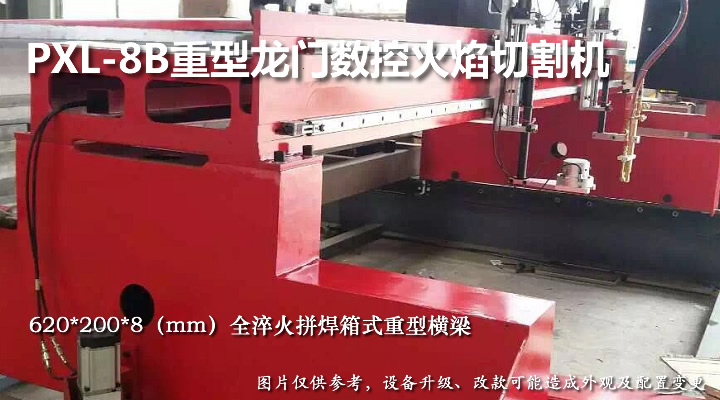
本机型在PXL-8A重型龙门数控切割机机型上进行升级改造,属定制型重型高配置龙门式数控切割机,可配置火焰、等离子切割两用。在PXL-8A机型配置(北京斯达特SH-2300切割机数控系统;双边驱动;日本松下全数字化伺服;德国行星齿轮减速器;台湾直线导轨;电容自动调高系统1套,含自动点火;38Kg重轨精磨导轨)上,标配1把火焰割炬,一把等离子割炬(数控切割和管子切割共用该割炬。等离子电源需另购)。板材有效切割3200mm*6000mm(纵向可根据需要加长);同时增加管子切割部分,切割管径60-600mm(可根据需要增配至800mm),管长6000mm。使用同一套数控系统,可方便地进行钢板、钢管的切割装换。实际工作时,割炬可移动至延长的横梁超出龙门基座以外的部分,用于管材切割。
采用双边伺服驱动,运行稳定,配置好,工作效率高,可用于各种异形碳钢、锰钢、不锈钢等金属材料的大、中、小型板材下料及管径在600mm以下的碳钢管、不锈钢管等管型材料的切割下料。可完成异型板材的多种切割方式及管材的切断、各种相贯线切割(2轴3联动、无坡口),还可根据用户要求配置多把割炬,另可选配电容或等离子自动调高系统。
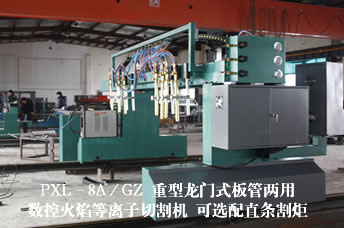
同时可以根据客户需要配置直条割炬,实现板管、直条切割一体化切割功能
该机型原型号产品实物图(目前改机结构以改进)
基本配置
项 目
数量
单位
说 明
1
主机PXL-8A/GZ
1
台
武汉朋信天下
2
驱动方式
双边驱动
3
机床跨距
4000
㎜
有效切割宽度3200(一火一等割炬时)
4
机床导轨长度
8000
㎜
有效切割长度6000,可根据需要增加导轨
5
驱动系统
3+1
套
日本松下全数字化伺服电机
6
减速器
3
台
德国精密减速器
7
数控系统
1
套
中美合资北京斯达特板管一体专用数控系统;或者按客户实际需要更换为上海交大系统
8
横向气路电缆传动
2
套
重型工程拖链
9
横向导轨
2
根
直线导轨,台湾进口
10
纵向导轨
5(合计:10M)
2M/根
经精密加工U71Mn24kg级重型钢轨
11
数控割炬移动体
2
组
武汉朋信天下
12
弧压式自动调高
1
套
宏宇达调高(等离子自动调高);或根据实际电源配置选用飞马特或海宝调高
13
电容式自动调高
1
套
海斯科技(火焰自动调高,根据需要选配)
14
自动点火装置
1
组
无锡
15
回火器
4
个
无锡
16
分流排
1
套
武汉朋信天下
17
汇流排
套
5+3汇流排(根据需要配置)
18
直条割矩
把
武汉朋信天下(根据需要配置)
19
等离子电源
1
台
可根据客户需要配置或自行配置
20
切割方式
乙炔或丙烷+氧气或等离子 切割
21
套料软件
1
套
Fastcam标准版








机器主要技术性能指标:
|
序 号 |
项 目 |
可达指标 |
|
|
1 |
有效切割宽度(㎜) |
3200 |
|
|
2 |
有效切割长度(㎜) |
6000 |
|
|
3 |
火焰切割厚度(㎜) |
碳钢:边缘切割≤200;穿孔切割≤70 |
|
|
4 |
割炬升降行程(㎜) |
1-120 |
|
|
5 |
切割速度(mm/min) |
具体详见附件1《火焰切割技术参考表》 |
|
|
6 |
整机运行速度(mm/min) |
50-6000mm/min |
|
|
7 |
设定速度误差(%) |
≤±5% |
|
|
8 |
自动调高精度(mm) |
≤±1.0mm |
|
|
9 |
纵向直线精度 |
±0.5mm/10m |
|
|
10 |
直线重复精度 |
±0.5mm/10m |
|
|
11 |
整机综合精度 (以右综合图形为准)边长(四边)1000╳1000 划线速度500-800mm/min |
|
|
| 12 | 导轨安装精度 |
1).导轨侧面直线度:0.5mm/10000mm 2).导轨纵向轨面与水平面平行度:±0.5mm/10000mm |
|
|
13 |
交点偏移 |
1.0㎜ |
A)设备整机定位精度、重复精度:符合JB/T5102-1999标准 B)切割尺寸精度、切面质量:符合JB/T10045.3-1999标准 |
|
14 |
直线度 |
0.5㎜ |
|
|
15 |
圆 度 |
1.0㎜ |
|
|
16 |
对角线差 |
1.0㎜ |
|
|
17 |
重复定位精度 |
0.5㎜ |
|
|
18 |
机器划线精度 |
≤0.5mm |
|
|
19 |
切割表面质量(粗糙度) (选δ=25板材) |
Rz(um)=70+1.2a 目测:粗糙度12.5 |
|
切管部分
| 编号 | 项 目 | 参 数 |
| 1 | 切割管径 | 卡盘式Φ=60-600mm |
| 2 | 火焰切割管壁厚度 | δ1=6-50mm |
| 3 | 等离子切割管壁厚度 | 按等离子参数 |
| 4 | 有效切割工件长度 | L1=6000mm |
| 5 | 要求工件椭圆度 | ≤1% |
| 6 | 切割速度 | V=10-3000mm/min |
| 7 | 移动速度 | V0=10-6000 mm/min |
| 8 | 割炬升降 | L3=150mm |
| 9 | 卡盘夹紧方式 | 手动 |
| 10 | 托架形式 | 手动, |
| 11 | 卡盘式托架标配数量 | 3套 |
| 12 | 旋转轴驱动方式 | 伺服电机驱动 |
| 13 | 拖架承载轨道 | 24KG路轨毛坯 |
使用操作优势
1.1管、板切割在同一设备上完成,管、板切割共用一套数控系统操作;
1.2共用原PXL-8A重型龙门数控切割机的伺服驱动,有效提高管材的切割精度;
1.3适用PXL-8A重型龙门式数控切割机工作站式改造方案,将整机装入20尺标准集装箱内,成为工作站式管板数控切割机,便于更换项目场地和运输。
设备成本优势
除更小占用工作场地外,更能有效减少设备成本近40%
