
- 详细信息
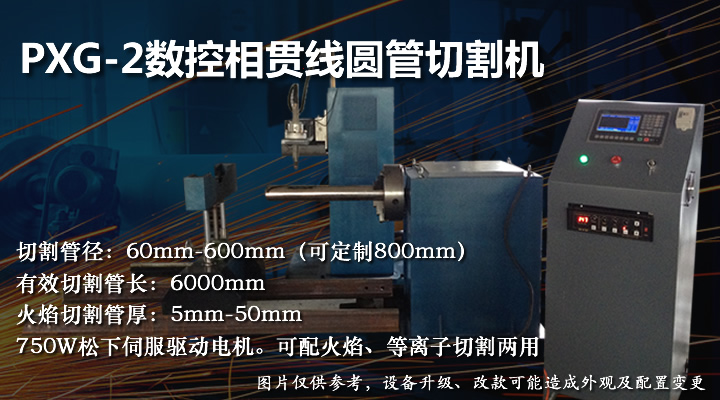
PXG-2型数控相贯线管子切割机能十分方便的切割加工圆管工件,无需操作者计算、编程,只需输入管道相贯系统的管子半径、相交角度等参数,机器就能自动切割出管子的相贯线、相贯线孔以及焊接坡口,可以实现定角坡口、定点坡口、变角坡口切割,切割出来的相贯线能满足美国AWS标准。
标配750W松下伺服驱动电机,可切割管径60-600mm(可根据客户需要定制800mm管径)、管长6000mm(可根据需要加长)的圆管
PXG-2型数控相贯线切割机选用斯达特或交大切割机数控系统,设计结构先进可靠,控制系统具有汉字界面以及图形与数据结合的人机对话功能,操作十分简单,适用于长期连续加工,运行控制稳定、可靠。软件设计了合理的切割引入引出线。确保切割面的工件质量。每次切割后的参数可保存为工艺文件,实现资料库管理。
数控相贯线切割机的切割方式可根据用户要求选择氧 - 乙炔气切割、氧 - 液化气切割或等离子切割。切割管径范围从60mm~600mm。
技术规格:
项 目
参 数
1
切割管径
卡盘式Φ=60-600mm(标配,管径可定制)
2
火焰切割管壁厚度
δ1=6-50mm
3
等离子切割管壁厚度
依所配等离子切割机切割能力而定
4
有效切割工件长度
L1=6000mm(导轨长8mm)
5
要求工件椭圆度
≤1%
6
切割速度
V=10-3000mm/min
7
移动速度
V0=10-6000 mm/min
8◇
割炬轴向摆动角度
α=±60°(等离子以不断弧为准)
9◇
割炬径向摆动角度
β=±55°(等离子以不断弧为准)
10
割炬升降
L2=150mm
11
卡盘夹紧方式
手动
12
卡盘式托架形式
手动
13
卡盘式托架标配数量
2套
注:2、3项选一,壁厚小于12mm建议采用等离子方式;◇设备具有该运动轴才具备该参数。
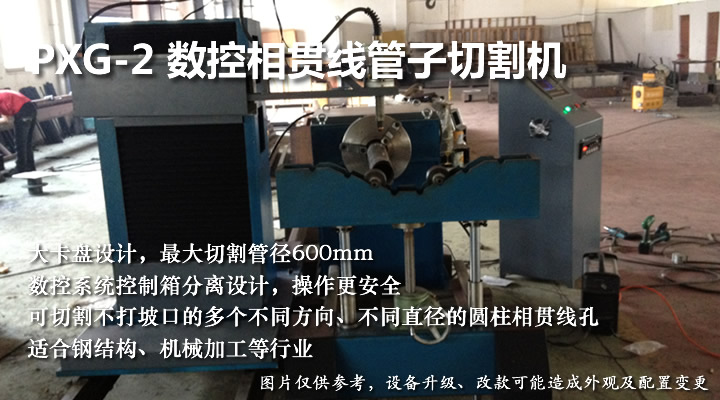
切割机钢管传动形式:卡盘式
设备主要部件配置:
上海交大相贯线切管专用系统
小车导轨
圆轨
滚轮架导轨
24Kg路轨
大车导轨
24Kg精磨路轨
驱动系统
日本松下伺服电机及驱动器
齿轮箱
精密行星减速器
电磁阀
台湾亚德克(火焰)
调高系统
宏宇达弧压式自动调高系统(等离子),5轴无
继电器
德国施耐德
编号
主要切割性能:
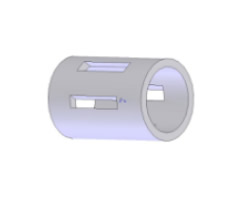
1 、主要切割形式分为骑座式和插入式。
2 、可切割的母管相贯线孔或支管相贯线端面为:
3、三轴相贯线切割机可切割的母管相贯线孔或支管相贯线端面为:
|
图形 |
相贯线 |
图形 |
相贯线 |
|
|
母管与支管斜交相贯 |
|
圆管与平面正交、斜交 |
|
|
母管与支管正交相贯 |
|
圆管对接(虾米弯)斜面切割 |
|
|
母管开正交、偏心矩形孔 |
|
支管与环外壁相贯 |